常用管径PE管焊接过程中一些关键数据及注意事项

|
管径DN (mm) |
壁厚e (mm) |
凸起高度h (mm) |
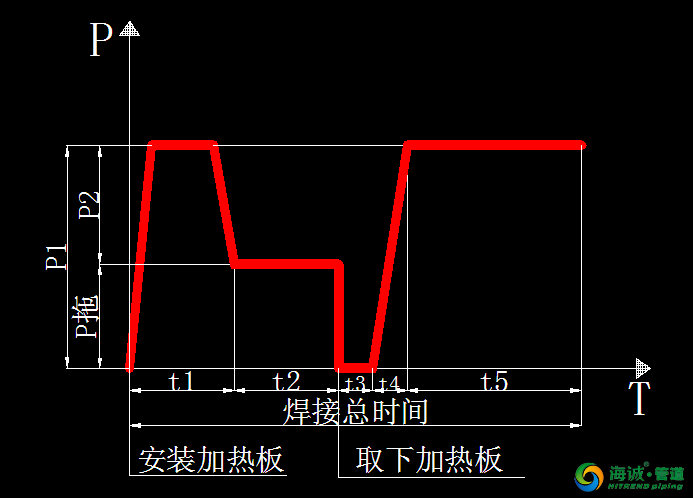
吸热时间t2 (s) |
冷却时间t5 (min) |
卷边(2)宽度范围 (mm) |
焊接规定压力 P2 (MPa) |
| 90 | 8.2 | 1.5 | 82 | ≥11 | 4~6 | 315/s2 |
| 110 | 10 | 1.5 | 100 | ≥14 | 7~11 | 471/s2 |
| 160 | 14.5 | 2.0 | 145 | ≥19 | 11~15 | 996/s2 |
| 200 | 18.2 | 2.0 | 182 | ≥23 | 13~16 | 1557/s2 |
| 250 | 22.7 | 2.5 | 227 | ≥28 | 14~18 | 2433/s2 |
| 315 | 28.6 | 3.0 | 286 | ≥35 | 15~22 | 3862/s2 |
|
管径DN (mm) |
壁厚e (mm) |
凸起高度h (mm) |
吸热时间t2 (s) |
冷却时间t5 (min) |
卷边(2)宽度范围 (mm) |
焊接规定压力 P2 (MPa) |
| 90 | 5.1 | ~ | ~ | ~ | ~ | |
| 110 | 6.3 | 1.0 | 63 | 9 | 4~6 | 305/s2 |
| 160 | 9.1 | 1.5 | 91 | 13 | 6~9 | 646/s2 |
| 200 | 11.4 | 1.5 | 114 | 15 | 7~11 | 1010/s2 |
| 250 | 14.2 | 2.0 | 142 | 19 | 9~13 | 1578/s2 |
| 315 | 17.9 | 2.0 | 179 | 23 | 13~18 | 2505/s2 |
扫描二维码分享到微信